Modern plants seldom succeed with a single approach. Availability targets, safety, quality and energy cost usually demand a blended strategy. This guide explains the main types of industrial maintenance — corrective, preventive and predictive — plus complementary practices (overhaul and TPM), and shows how to turn them into coherent operating models.
“Types” versus “models”: get the language right
- Types describe what you do: repair after failure (corrective), service by calendar/usage (preventive), or intervene on condition (predictive).
- Models describe how you combine those types for an asset class or a production line (e.g., run-to-fail on low-criticality auxiliaries, condition-based on bottlenecks, calendar-based for regulatory items).
Using consistent terms makes policy, KPIs and assurance clearer across the asset lifecycle, as encouraged by asset-management good practice.
Corrective Maintenance (run-to-fail and emergency)
What it is. Restoring function after a failure. In a planned run-to-fail policy you accept breakdown because the impact is minor and predictable; emergency corrective work is unplanned and disruptive.
Where it fits. Low-criticality utilities, cheap parts with negligible safety or environmental risk, and assets with trivial changeover.
Trade-offs. Unplanned downtime, collateral damage, quality loss and safety exposure. As a plant-wide strategy it rarely meets availability targets, but as a deliberate policy for a defined scope it makes economic sense.
Within the types of industrial maintenance, corrective maintenance is rarely the most appropriate choice for a whole site; it makes sense only where the impact of failure is genuinely low and predictable.
Executive technical summary
- Failure has already occurred.
- Does not prevent:
- Machine failure.
- Unexpected production halts.
- Potencial hazards to the workforce.
- Environmental impact due to unexpected leaks or spills.
- Does not leverage big data or predictive analytics.
- Requires minimal technological tools.
- The main responsible is the supervisor or maintenance team.
Preventive maintenance (time- or usage-based)
What it is. Scheduled interventions at fixed time/usage intervals (e.g., six-monthly service or every 2,000 hours) to reduce failure probability. The family includes inspections, replacements and functional tests.
Where it fits. Regulatory items (safety functions, pressure equipment), assets with clear wear-out patterns, and components whose condition is hard to measure in service.
Trade-offs. Over-maintenance (early replacement), intrusive work that adds human error, and planned downtime that could be avoided if you had condition insight.
Good practice. Tie your preventive plan to criticality and failure modes; review intervals using actual reliability data; keep auditable records within your CMMS and align tasks with business objectives.
Executive technical summary
- Failure has not yet occurred. Maintenance is performed based on a predefined schedule, by protocol.
- Does not prevent:
- Machinery failure related to external elements.
- From halting production unexpectedly.
- Potencial hazards to the workforce.
- Energy inefficiency caused by undetected early-stage issues.
- It does not use big data intensively.
- It does not need the most advanced technological tools, although it does require sensors.
- The main responsibles are the supervisor and the factory’s monitoring system.
- Increases / Improves:
- Equipment lifespan.
- Overalll reability and compliance with quality standards.
- The efficiency of production processes.
Predictive — the high-impact type of industrial maintenance
What it is. Intervening when indicators show degradation—not by calendar. You monitor condition (e.g., vibration, oil analysis, temperature/pressure, ultrasound, infrared) and raise work orders when thresholds or trends justify action. A sensible programme defines assets in scope, parameters to track, measurement points/frequency, thresholds, and diagnostics workflows.
Where it fits. Bottleneck equipment, rotating machinery and any asset where downtime risk is expensive or safety-critical.
Measurement anchors for rotating machinery.
- Vibration measurement & evaluation at machine level to set alarms and judge severity.
- Vibration diagnostics procedures to collect data consistently (routes, orientation, filters) and interpret spectra, envelopes and trends.
Predictive maintenance turns raw data into decisions and evidence, helping leaders justify cost, risk and performance—rather than treating maintenance as a cost centre.
Executive technical summary
- Failure has not yet occurred; maintenance is performed based on precise predictions, considering all relevant variables and intervention timelines.
- Prevents:
- Machinery failure caused by external or internal factors.
- Unexpected production halts.
- Potencial hazards to the workforce.
- Excessive energy consumption resulting from undetected real-time issues.
- It uses big data intensively; Relies heavily on big data, AI an IoT tecnologies.
- Requires advanced tools, including, machine learning algorithms, real time systems, as well as sensors, automatons, etc.
- The main responsibles are the supervisor and fully integrated automation systems.
- Enhences:
- Predictive planning and cost reduction.
- Asset performance and reliability.
- Energy efficiency and operational sustainaility.
“If you are looking to explore predictive maintenance in depth, its techniques and benefits, check our dedicated article on industrial predictive maintenance.”
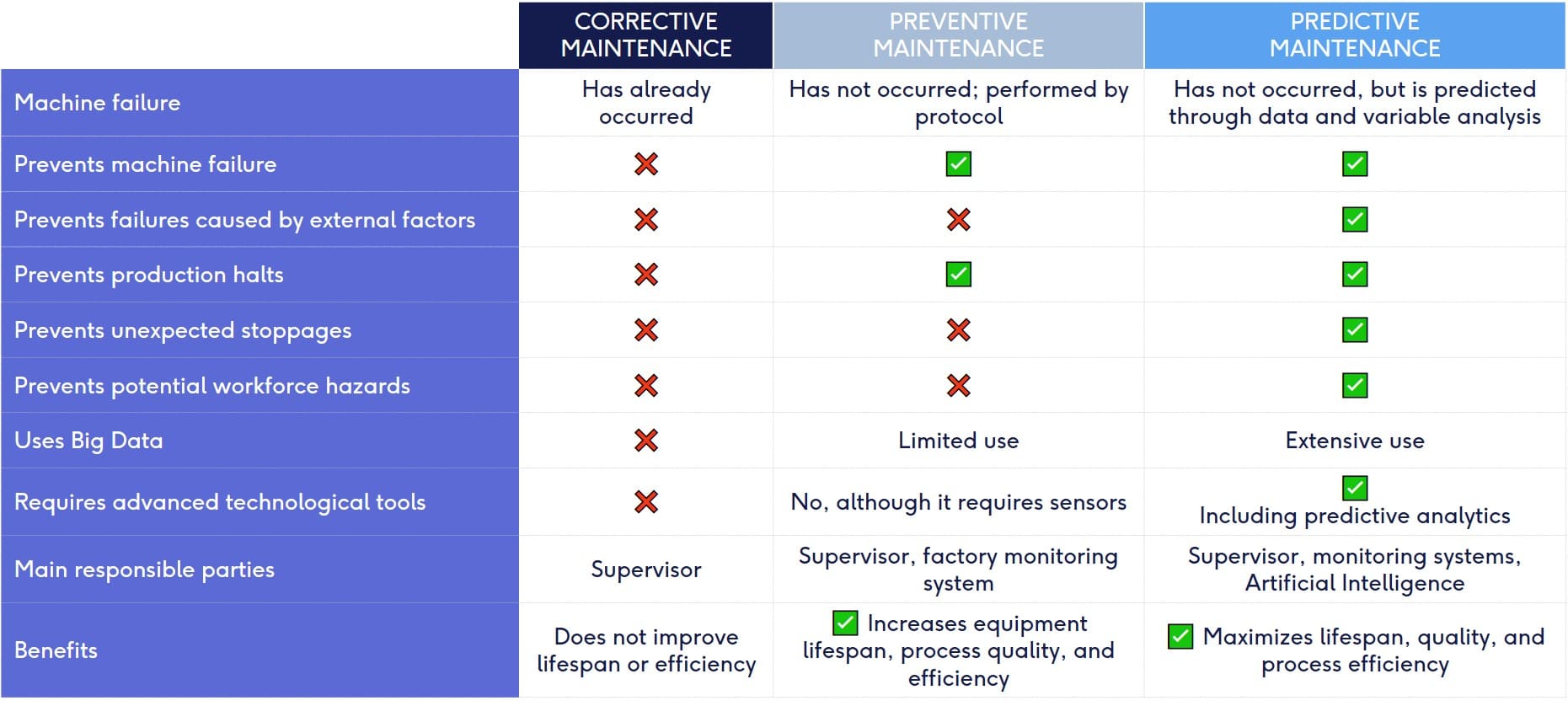
Differences between predictive, preventive, and corrective maintenance
To provide a clear overview of the differences between the three main types of maintenance —corrective, preventive, and predictive—, we include the following comparative chart. This summary complements the detailed explanations above and allows decision-makers to quickly identify the scope, limitations, and key actors of each approach.
To better understand how these differences translate into practice, take a look at our examples of predictive maintenance in industry.
Other types of industrial maintenance
- Major overhaul (planned shutdown): A comprehensive, planned refurbishment at defined milestones to reset life on complex assets. Overhauls are often the right moment to bundle intrusive inspections, replacements and upgrades in a single, controlled window.
- Total Productive Maintenance (TPM): A people-centred system where operators perform routine care (clean, inspect, tighten, lubricate) and help spot abnormalities early. TPM complements predictive maintenance by increasing observation frequency and ownership on the shopfloor, improving OEE and culture.
From types of industrial maintenance to operating models
In practice most sites deploy hybrid models:
- Corrective model (run-to-fail by design). Consciously applied to low-criticality assets where repair on failure is cheapest. Document scope and risk acceptance.
- Systematic model (calendar/usage-dominated). Preventive tasks drive the plan to meet compliance or OEM guidance. Review intervals with real reliability evidence to avoid over-maintenance.
- Conditional/CBM model. Condition monitoring dominates; thresholds and diagnostics trigger work. Define measurement points, frequencies and alarm logic; integrate with CMMS so alerts become prioritised work orders.
- High-availability model. For lines targeting >90–95% availability: redundancy, quick-change spares, predictive diagnostics and rapid repair logistics, governed by clear roles, KPIs and assurance.
Choose the model per asset class, not only per site. Many plants run all four simultaneously across different equipment families.
Conclusion: evolution towards Maintenance 4.0 and 5.0
These stoppages, as they are so far apart in time and they are so critical for the process’ viability, are the opportunity to carry out a complete overhaul of the machinery, and to replace those parts that are likely to fail in the course of the year or whose useful life is under two years. In addition, if it has been necessary to resort to a provisional solution, these halts are used to find a more permanent one.
Each of the types of industrial maintenance has its place in industry:
- Corrective can be valid for non-critical equipment.
- Preventive remains necessary for certain assets and regulated sectors.
- Predictive has become the reference to increase reliability and reduce costs.
The key is to design a model adapted to the reality of each plant, combining the best of each strategy. However, the natural evolution is towards Predictive Maintenance 4.0, supported by large-scale data analytics, IoT and digital twins. In line with ISO 55000, asset management should align with corporate strategic objectives—and predictive maintenance is a key enabler of that alignment.
The next step is prescriptive maintenance (Maintenance 5.0), where AI-based systems not only predict failures but also recommend optimal actions, taking safety, costs and sustainability into account. This trend reinforces collaboration between people and technology.
In upcoming articles, we will dive into Condition Based Maintenance (CBM) and the Industry 4.0 predictive maintenance plan, so that every plant leader can identify the right path for their organisation.
Will you prepare for change? Discover how to implement predictive maintenance in your industry.



