What is big data industry 4.0?
Today’s societies are characterised by their constant technological progress, which leads to extremely rapid changes in demand and consumption patterns. The different industries that form a country’s economic fabric have been able to adapt to this new paradigm thanks to the development of AI, big data industry and machine learning systems, but, nowadays, these simple industrial automation and monitoring systems are insufficient.
The reason for this is that a company’s competitiveness is no longer decided by the final product/service. On the contrary, each of the steps taken in order to offer this product is also a differentiating factor, so that even actions outside production per se (such as CSR) are decisive in the minds of potential customers. For this reason, the industrial sector needs to integrate all its traditional assets into an industrial automation and monitoring system that enable their global management. This encompasses analysing and optimising the information extracted from industrial machine monitoring systems, as well as automating processes using these data.
An industrial automation and monitoring system is used to connect and supervise industrial machine monitoring systems, which give access to all the equipment’s data (in real time) for its analysis. The more pieces of equipment and processes incorporate industrial monitoring and control systems, the more objective information we will obtain about the industry’s functioning, which, in turn, will enable a greater optimisation of the industrial plant. However, virtually any company has the potential to generate so much data that it be absolutely impossible to process it properly for a human team.
This is why we define big data analysis as the establishment of different types of relationships between the production process’ variables. After this, information is extracted, validated, homogenised, and applied using AI and machine learning in order to justify strategic decisions in any area of the industry’s activity. However, what is big data industry 4.0?
Characteristics of big data industry 4.0
The first characteristic of industrial big data, as mentioned, is its size, as the volume of information that can be generated by the activity of a company is so large that it has to be processed by industrial monitoring and control systems that be powerful enough. Moreover, as technology advances, more and more industrial machine monitoring systems can be installed, which contributes to the available data’s exponential growth.
Speed is the second property of big data, since the analysis of real-time information is crucial to deal with the most pressing issues of the production process, such as machinery failures or unforeseen events (provoked, for example, by the weather). In spite of that, having access to records is also essential to identify trends and irregularities.
We have also stated that measurements do not come from a single source. The variety of information sources, types of metrics, formats, etc. is what makes big data industry 4.0 so valuable. However, this poses a challenge, as it requires the adoption of a system that allow their homogenisation.
This means that industrial big data must be veracious. Therefore, although the sources and formats may differ, they must be reliable, if we want the information obtained to be valid and its analysis to have value. This term, value, refers to the fact that the study of these metrics must provide strategic advantages (even if they were not foreseen).
However, the usage of big data is also conditioned by its viability, i.e., its level of usefulness. If we obtain a larger amount of data, it will also be more complex to discern if this information is relevant and to know how to profit from it to achieve the established objectives. This becomes even more difficult if we consider its volatility, as data often varies every second, while the actions to be implemented must have a progressive impact over time. It is for this reason that a correct visualisation or presentation of the information through graphs/charts/diagrams/etc. specific to its application is of paramount importance.
Finally, when handling big data, we have to take into account its vulnerability. As we pointed out, the processing of this information is carried out by industrial monitoring and control systems based on AI. Nonetheless, these algorithms have been designed by humans and many of them rely on cloud computing systems, so that data may be subject to biases, to cyberattacks or, without going that far, to accidental manipulation. Therefore, if we want to make a responsible and effective use of this resource, its vulnerabilities should be considered.
Data science & big data analytics
In order to talk about industrial automation, however, we must start by explaining its relationship with the subject we dealt with in our previous post: big data in Industry 4.0.
We mentioned, with respect to this, that the obtainment and processing of big data was what made it possible for Industry 4.0 to integrate all traditional industrial assets into an intelligent system that allow for their global and combined management. Nevertheless, we also insisted this entails the monitoring and analysis of this information, the reason being that the optimisation and automation of production processes is unfeasible without this last step. This is the direction towards which the advances in data science & big data analytics are heading.
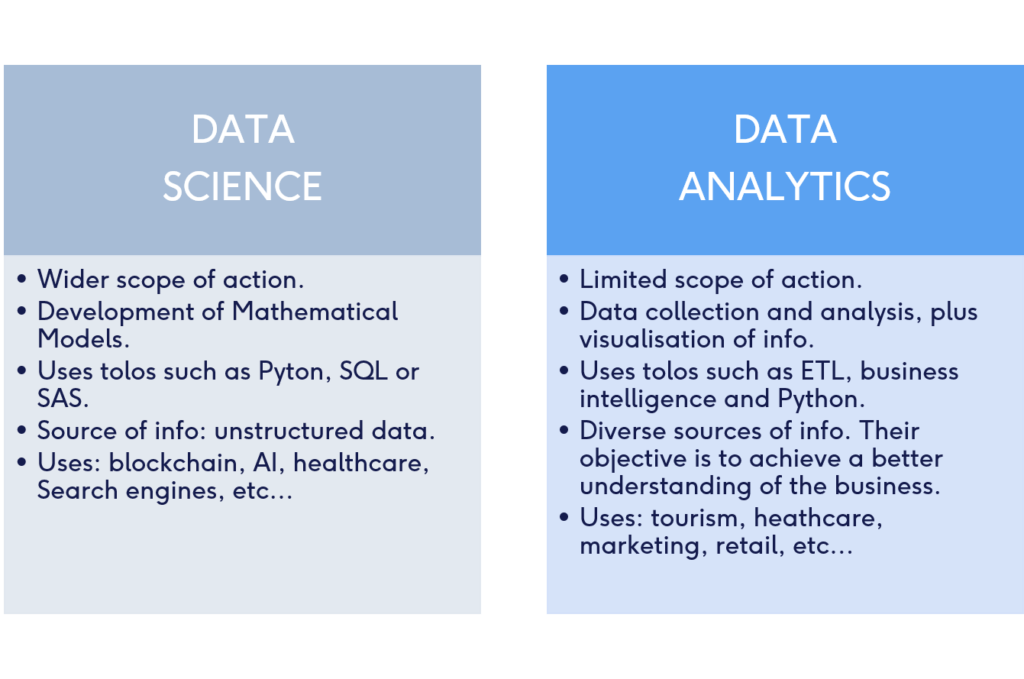
Both disciplines develop their activity around big data and apply analytical and mathematical resources. As a result, the difference between data science and big data analytics has not always been clear throughout their historical evolution. However, the divergence between data science & big data analytics is now considered to lie in their focus. Data science, according to this perspective, is the one that aims to profit from the analysis of industrial big data. This requires that data scientists develop and implement statistical methods, machine learning systems and information visualisation tools.
On the other hand, big data analytics is one of the possible applications of data science. The analyst’s mission is to identify patterns in the information provided by the various data sources available to the company in order to justify decision-making.
Consequently, the difference between data science and big data analytics is that the former has a much broader and theoretical scope, while the latter is an applied discipline whose aim is to improve the organisation’s operational capacity through the ideation of big data–based solutions.
Big data vs IOT
As can be seen, both disciplines use big data and the Internet of Things (Iot) to achieve their respective goals, so they usually appear in the same articles and websites, which results in some confusion as to their nature. For this reason, we present this comparison (big data vs IoT) to help eliminate any doubts.
Big data:
- It consists of large volumes of information extracted from different sources that, due to their size, can’t be processed using traditional techniques.
- It is usually applied to data that results from human activity.
- This term does not refer to the analysis of the information obtained, but to the gathered data.
- Its extration widens the knowledge about the industry’s functioning, so it helps to optimise processes, to identify failures, etc.
IoT:
- It refers to the interconnection of the equipment involved in the production process via the internet with the objetive of measuring multiple variables and storing and sharing information.
- It is usually apllied to date that results from the usage of machines.
- This term refers to the extraction, analysis and processing of data flows in real time and in an interconnected way.
- It creates an interconnected and smart ecosystem that helps to understand how the facilies work in real time, thus being able to answer effectively to the most pressing needs of the production process.
By using this information, we can understand that we should not use a formula like “big data vs iot” because these are not mutually exclusive terms, but rather two different, but interconnected, realities.
Traditional industrial automation and monitoring systems
The strategy for taking advantage of industrial data has not always been the same. As in other fields, the way of understanding the industry’s functioning has evolved. Consequently, industrial machine monitoring systems have not only incorporated new variables into their analyses, but they have also evolved from a fragmented perspective (i.e., each value is important within its particular process) to one that focuses on what we could refer to as industrial big data or big data in industry 4.0, in which the different factors and variables are linked to each other and analysed holistically.
Therefore, although we have been implementing SCADA, MES and ERP systems in our countries’ industries for decades, the interaction between systems is what takes them a step forward (apart from the obvious technological advance). Thus, we are moving from traditional SCADA/MES/ERP systems based on hierarchical and individual processes to SCADA/MES/ERP 4.0, whose efficient use has interconnectivity and horizontality as its cornerstone.
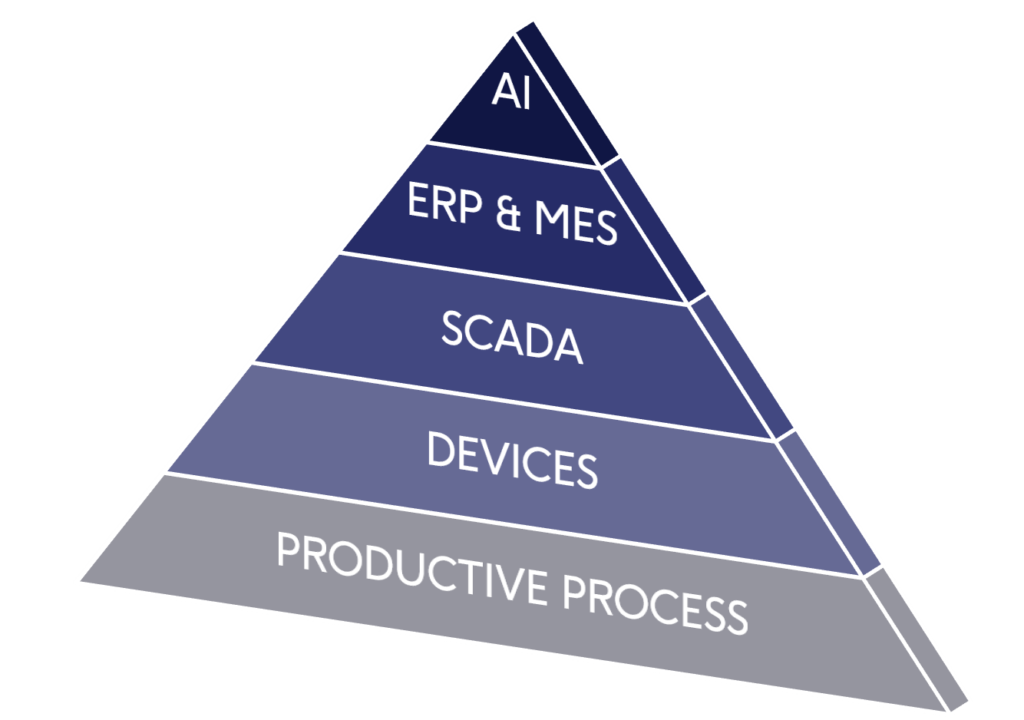
Industrial automation and monitoring systems: new paradigm
The traditional concept of layered automation, as shown in the previous image, implied receiving the processes’ metrics separately for each of the levels of activity, which required the utilisation of different programmes, personnel, and deadlines.
In the case of big data in industry 4.0, this is unthinkable due to the amount of information available. Thanks to the contribution of IIoT, it is possible to interconnect the vast majority of processes, equipment and receivers, thus enabling the efficient, cheaper and coordinated performance of actions.
This technology is often combined with cloud computing systems to offer a centralised service for the storage, processing, and distribution of information, resulting in a more affordable, agile, and accessible solution.
Once we have understood how the model used for the integration of big data in the industrial sector has evolved, we proceed to explain the characteristics of each of the industrial monitoring and control systems.

SCADA in industry 4.0
As mentioned, the possible sources of information in an industrial plant are so varied and complex that it is not possible, in most cases, to devote a human team to its management; on the other hand, big data industry 4.0 has such large volumes that it is unfeasible for a human to analyse all the data, homogenise the output and act accordingly with the immediacy required.
For this reason, industrial automation, mainly through industrial monitoring software, has become an essential investment if you want to manage the operation of the business in an optimal way.
In this respect, the development and improvement of Supervisory Control and Data Acquisition systems (SCADA) has been the perfect ally. By means of interconnected peripheral units and applications (such as industrial machine monitoring systems), a production process’ situation report is obtained, thus allowing the supervisors to control all the factors that influence this process through a computer screen. In other words, they are adaptative and customised software directed to the extraction of metrics from all the devices involved in the production process with the purpose of generating a conceptual map of the industrial plant in real time. This enables the supervisor to carry out her/his role remotely and easily.
This function is extremely important, as it includes actions (such as maintenance, correction of inefficiencies, process optimisation, etc.) that are fundamental in order to maintain the industry’s activity while complying with the objectives set by the company’s board and with current legislation. To guarantee all this without jeopardizing the final product’s quality, the supervisor must use a SCADA system.
Characteristics and structure of SCADA systems
- These systems allow the extraction of the necessary data, as well as its storage and analysis in real time without human intervention.
- They monitor the selected processes and the factors that have an influence over them. Moreover, they illustrate them through graphical representations.
- They make it possible to supervise the processes in an efficient way, so that its development can be modified, if necessary.
- They are highly customisable and adaptable to the particular needs of the plant.
- They create a system, i.e., an interconnected network of databases, devices and applications.
- They enable the fast and efficient management of acquired data, of production processes, and of administrative and financial aspects.
- They set alarms to warn the supervisor when variations occur.
These characteristics, in turn, condition a SCADA software’s structure, which has the following components and options.
- Configuration. Not all the information obtained by the industrial machine monitoring system is relevant to all supervisors. Consequently, a good SCADA system allows the creation of a working environment that configure several access levels, which implies being able to choose which metrics are going to be visualised by each of the supervisors.
- Interface. These metrics must be displayed in a concise and clear manner in order to carry out the monitoring functions effectively. The resulting graphics can be generated through external software (such as AutoCAD) or by means of the editor that some SCADA systems incorporate. However, in any case:
- The interface should be consistent.
- Processes should be illustrated, preferably, through synoptic diagrams.
- Relevant data must be included in such a way that it is clear to which element they are related.
- Control signals should be grouped according to their function.
- Data management and storage. Once the metrics have been obtained, the resulting information needs to be properly stored so that it can be processed in an orderly, hardware/software-friendly and accessible manner.
- Processing. This is the module that allows the preprogramming and development of plans based on the data obtained thanks to the establishment of dependencies between variables. Thus, this module is responsible for monitoring, analysing results and generating data records, while it cedes the direct control to the automatons. These actions can imply:
- Command. In accordance with the measurement’s input and output, sets of automatic actions are preprogrammed.
- Representation. Graphs and data maps are generated to illustrates the variations in the measurements.
- Management. Depending on the effects that these actions are having on the plant’s operation, production parameters can be modified to make the necessary adaptations.
MES systems in industry 4.0
Manufacturing Execution Systems (MES) allow the organisation and planification of production in order to ameliorate the workflow in an industrial plant. To do so, they collect real-time information that link the equipment and the workforce’s performance, to the final product quality and the production process’ efficiency. Consequently, MES, in functional terms, are positioned between ERP and SCADA to:
- Direct the production process. They set production orders, making their execution more efficient and helping the operator to prioritise the actions that will be carried out.
- Measure performance and reduce production costs. Thanks to an objective knowledge of the variables, the management can quantify the plant’s running costs and judge the efficiency of each of the processes.
- Act proactively. All this information makes it possible to anticipate events and/or errors, thus limiting the cost overruns that may result, for example, from a halt in the production or from the replacement of a piece of equipment that is no longer repairable.
However, it should be noted that adopting a highly complex MES can entail significant costs if the production systems and business’ processes were not originally designed accordingly. Therefore, it is advisable to take this into consideration during the creation of new businesses or production lines.
Differences between MES and SCADA systems
As we have explained, a Manufacturing Execution System is aimed at facilitating efficient decision-making and the consequent creation of orders, a clarification that complicates their differentiation. However, even when both work in a coordinated way to enhance the plant’s performance, SCADA systems create graphic data that is updated in real time, which improves the monitoring of the variables that come into play in the processes, as well as the supervision of the equipment involved in the production.
ERP systems in industry 4.0
In the classic model, Enterprise Resource Planning systems occupied the top level of industrial monitoring, since their goal is to manage (in a holistic manner) the information that is extracted from each area of the organisation to supervise all the company’s departments using one single programme.
Thanks to ERP systems, the enterprise’s management can control and supervise all the data generated by the organization’s activity in real time and act in a coordinated way, as they can count on a centralised database. Consequently, the ERP’s aim is to facilitate administrative and executive tasks by automating some of the most time-consuming processes.
In order to process all this information efficiently, Enterprise Resource Planning tools are usually divided into modules (one per department), being the most common ones sales, inventory, logistics, accounting, human resources and customer relationship management (CRM).
Classification
This type of software is usually classified attending to its application (for small, medium or large companies), as the power and characteristics of the industrial automation and monitoring system will vary according to the business’ size, and to the place where the data will be hosted (on a local server or on the cloud).
- Local server: it means that the company has chosen to host its software on its own server, which implies the usage of physical space on its facilities to install a server.
- Disadvantage: it requires periodic maintenance, hiring specialised technicians and using physical space.
- Advantage: the company itself is responsible for data security and access.
- On the cloud: the programme takes advantage of cloud computing and is hosted on the cloud, so it can be accessed from anywhere. In this case, the providers are responsible for ensuring that the software is always available.
- Disadvantage: dependence on external providers.
- Advantages: does not occupy physical space and can be accessed from anywhere and at any time.
Features
There are many ERPs on the market, but, in spite of the variation in their power and functions, they all have the following characteristics in common
- They manage the production line from its initial stage to the distribution of the final product.
- They process information and store analysis results utilising a single database.
- They automate accounting, human resources, CRM, sales, project management, etc., tasks and integrate the data derived from them.
- They operate in real time, making it easier to identify problems, thus enabling a quick response to them.
- They can be customised to respond to the specific needs of the business or plant in which they are implemented.
- They are easy to use or, at the very least, they facilitate to a great extent the supervisor’s work during the monitoring and processing of industrial data.